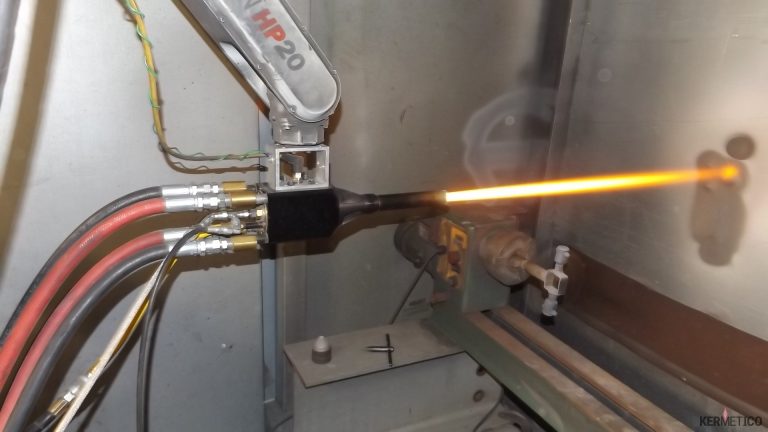
The C7 HVAF-HVOF gun sprays powders, heated and accelerated by the oxy-fuel or air-fuel gas combustion products.
The mixture of compressed air, oxygen (in HVOF system mode) and the fuel gas flows into the combustion chamber through the orifices of a catalytic ceramic insert. The compressed air cools the chamber when entering the gun. Then the preheated air is used for mixing with the fuel for combustion.
Compressed air from an additional line cools the front of the chamber and the nozzle assembly.
Initial ignition of the mixture results in heating of the ceramic insert above the mixtures’ auto-ignition temperature and then the hot insert continuously ignites the mixture.
The spray powder is injected axially into a wide combustion chamber, where the gas flow is comparatively slow, less than 40 m/s (130 ft./sec.).
Having a long residence time and being exposed to favorable heat transfer conditions at high gas pressure, the powder is efficiently heated in the chamber.
As an optional tool for proper heating, controlled amounts of a high heat conductivity gas (hydrogen or helium) may be injected into the powder carrier gas.
The powder exiting the chamber is propelled into the nozzle of chosen length and configuration, where it is accelerated to a velocity that may be over 1,000 m/s (3,300 ft./sec.).
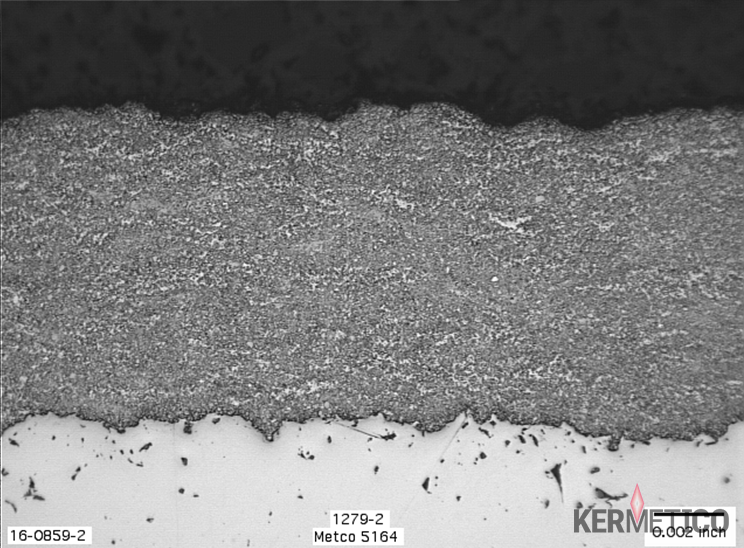
When impacting a substrate, the spray powder particles form a coating.